Shenzhen Topping Stamping Tooling&Die


Wire cutting workshop NC large machining center


Machining equipments Forming grinding equipment


Fine hole EDM EDMs


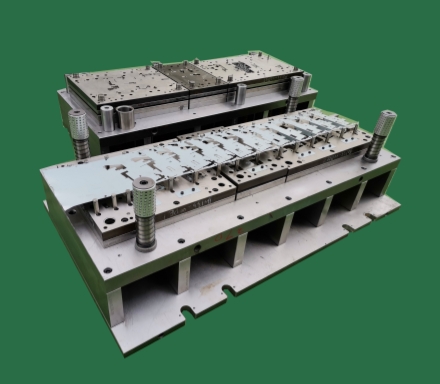
Tooling&Die workshop Using CNC, slow speed wire cutting, large and small
grinders, deep cryogenic treatment, and optical
grinding, our process is characterized by:;
0.3mm Stainless Steel Spring Clips: Achieving a
forming radius (R) arc contour accuracy of 0.2 mm.
Precision of R Arc and Hole Positioning: Ensuring
the alignment of the R arc surface hole position with
the reference dimension to 0.2 mm while meeting
CPK (Process Capability Index) requirements.
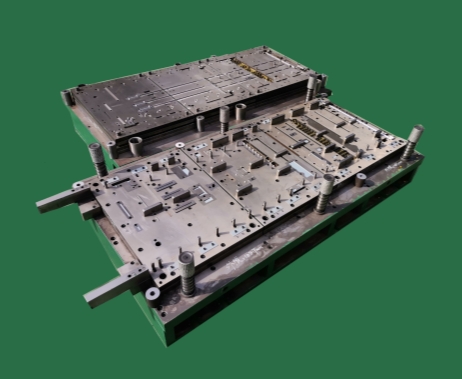
Using CNC, slow speed wire cutting, large and small Using CNC, slow speed wire cutting, large and small
grinders, deep cryogenic treatment, and optical grinders, and deep cryogenic treatment, our process is
grinding, our process is characterized by: characterized by:
0.2mm Stainless Steel Spring Clips: Achieving a 1. Hole Position Accuracy: Ensuring that the position of
bending height accuracy of 0.1 mm after three product holes relative to the reference is within 0.04
bends in relation to the reference dimension. mm.
Parallelism of Z-Bend Surface: Ensuring the 2. Two Bends: Achieving a bending-related dimension
parallelism of the Z-bend surface with the reference accuracy of 0.1 mm in relation to the reference
surface to 0.05 mm while meeting CPK (Process dimension after two bends
Capability Index) requirements.
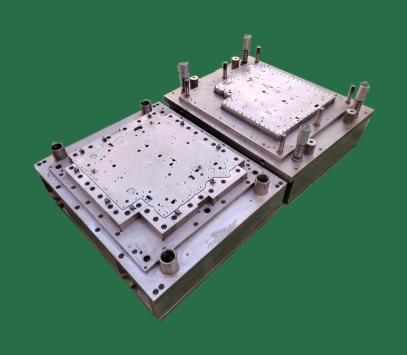
Using CNC, slow speed wire cutting, large and small Using CNC, slow speed wire cutting, large and small
grinders, deep cryogenic treatment, and optical grinders, deep cryogenic treatment, and optical
grinding, our process is characterized by: grinding, our process is characterized by:
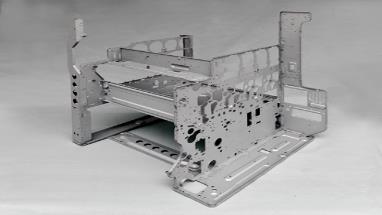
1.2mm thick stainless steel with a mirror-polished Multiple reinforced ribs on the product with a
surface, no bending marks or scratches allowed;M3 flatness requirement of 0.3mm and Bending
threaded extrusion height must be more than 1.5mm concentricity of 0.1mm
without including material.